Über Kantenbrechen
| Modellbeispiele | Funktionsbeispiel | Standardwerte | |
|---|---|---|---|
| Leichtes Kantenbrechen | Starkes Kantenbrechen | ||
 |
|
Keine |
|
|
 |
 |
|
|
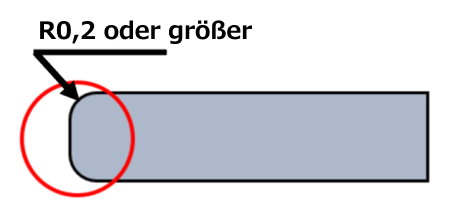
Keine Grate oder Auswürfe von 0,1 mm oder größer | Grate und Auswurf entfernen und Kanten auf ca. R0,1 brechen | |
|
Keine Grate oder Auswürfe von 0,1 mm oder größer | Grate und Auswurf entfernen und Kanten auf ca. R0,1 brechen | |








Achtung
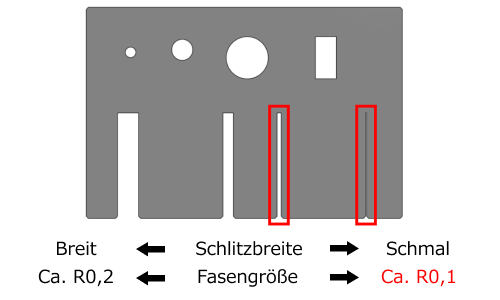
Fälle, in denen Kantenbrechen eingeschränkt istDa das Kantenbrechen vor dem Biegen mit einer Entgratmaschine erfolgt, erhalten schmale Schlitze ein feines Kantenfinish (ca. R0,1).

Achtung
Fälle, in denen Außeneckenfasen nicht anwendbar sind1. Modellecke enthält Kurven

2. Spitwinkel unter 30° und stumpfe Winkel über 170°
