Biegen und R-Biegen mit Spezialwerkzeugen – Übersicht verfügbare Materialien und Größen
Biegen und R-Biegen mit Spezialwerkzeugen – Übersicht verfügbare Materialien und Größen
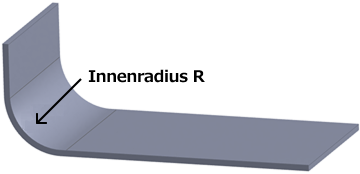
Anwendbare Blechdicke und Radiusgröße für R-Biegungen
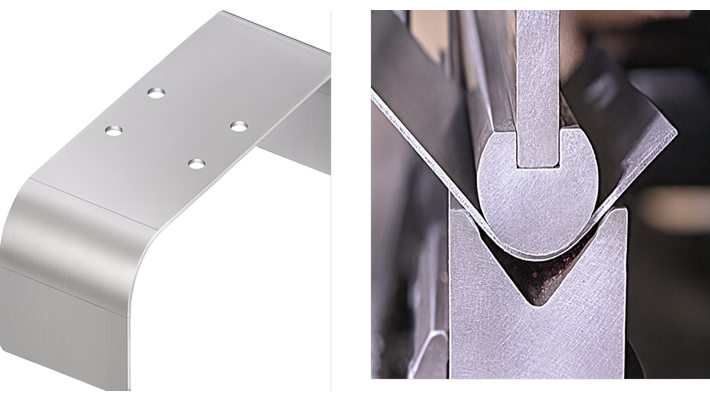
R-Biegungen werden in der Regel im Vorschubbiegeverfahren hergestellt. Dadurch entstehen durchgehende Werkzeugspuren, die auf dem gebogenen Teil zurückbleiben. Weitere Informationen finden Sie unter „Biegespezifikationen”.
Wenn das Biegen des Vorschubs schwierig ist, schlagen wir Radiusgrößen vor, für die normales Biegen oder spezielle R-Biegewerkzeuge verwendet werden können. Wenn dies akzeptabel ist, ändern wir automatisch die R-Größe auf dem meviy Bauteil.
Einzelheiten entnehmen Sie bitte der unten stehenden Umrechnungstabelle für R-Größen.
■Innerer R-Bereich, der gebogen werden kann
Blechstärke
Minimaler Innenradius R
Maximaler Innenradius-R
0,8
10
150
1,0
10
150
1,2
10
150
1,5
10
150
1,6
10
150
2,0
10 *
150
2,3
15
150
2,5
10
150
3,0
30
150
3,2
30
150
*Der Mindestinnenradius für Stahlmaterial beträgt R15.
■Umrechnungstabelle für R-Größen, wenn kein Vorschubbiegen möglich ist.
Innerer R-Wert vor der Umrechnung
Innerer R-Wert nach Umrechnung
Verwendetes Biegeverfahren
Innerhalb der doppelten Blechdicke
Dicke (Referenzwert)
Normale Biegung
Weniger als R3
Dicke (Referenzwert)
R3 ≤ R < R6
R3
R-Biegen mit Spezialwerkzeugen
R6 ≤ R < R10
R6
R10 ≤ R < R12,5
R10
R12,5 ≤ R < R15
R12,5
R15 ≤ R < R17,5
R15
R17,5 ≤ R < R20
R17,5
R20 ≤ R < R22,5
R20
R22,5 ≤ R < R25
R22,5
R25 ≤ R < R30
R25
R30 ≤ R
Nicht verfügbar
*Bitte fordern Sie ein manuelles Angebot an.
ー
Geeignete Materialien und Oberflächenbehandlungen für R-Biegungen
Für das R-Biegen stehen folgende Materialien und Oberflächenbehandlungen zur Verfügung.