- HILFE
- Technische Informationen
- CNC Drehen
- Genauigkeit und Verarbeitungsbedingungen
- Spezifikationen für Außengewinde und Innengewinde, Nuten, Bohrungen und Taschen
Spezifikationen für Außengewinde und Innengewinde, Nuten, Bohrungen und Taschen
Tipp
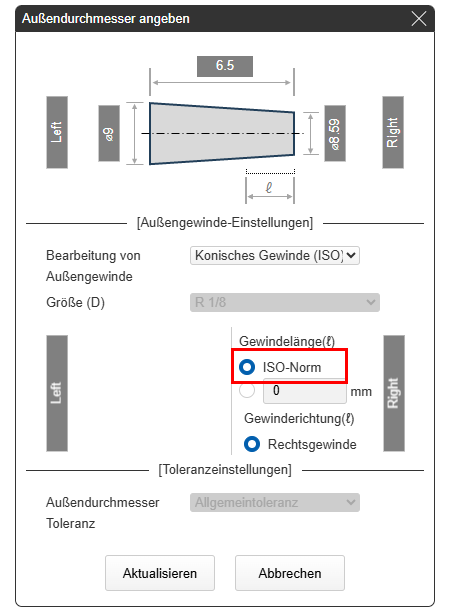
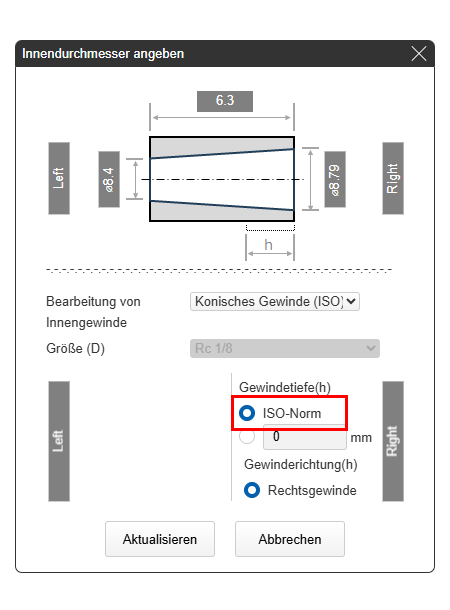
Die Gewindelänge wird automatisch anhand der ISO-Normlängen angegeben. Konische Rohrgewinde müssen vor der Auslieferung einer Lehrenprüfung unterzogen werden.
Bitte fordern Sie ein manuelles Angebot an, wenn eine andere Länge als die Standardlänge benötigt wird.
Achtung
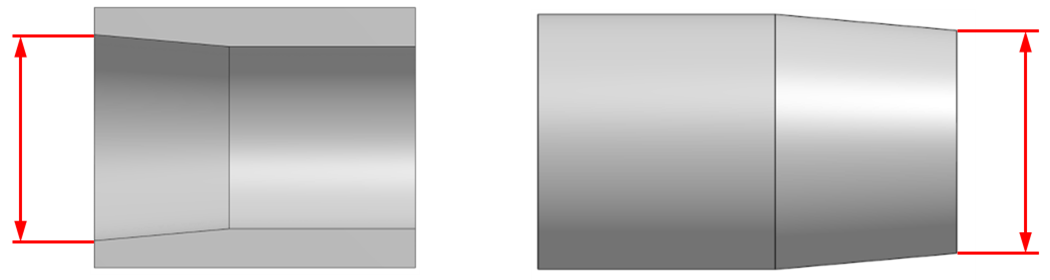
Modellieren Sie den konischen Teil in das Bauteil. Der Winkel für konische Rohrgewinde kann zwischen 1° und 2,5° in Bezug auf die Mittelachse angegeben werden.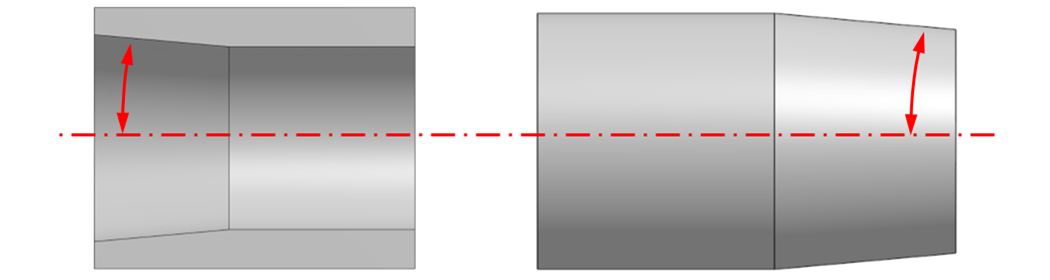
Achtung
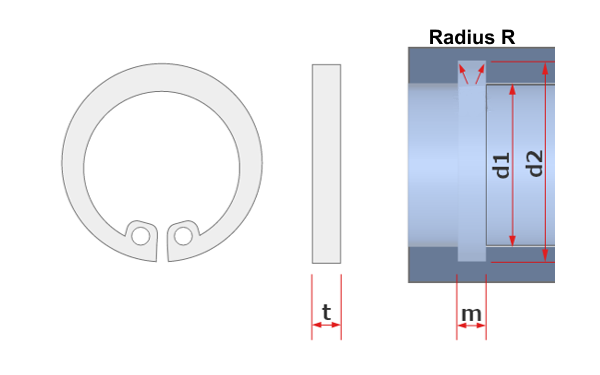
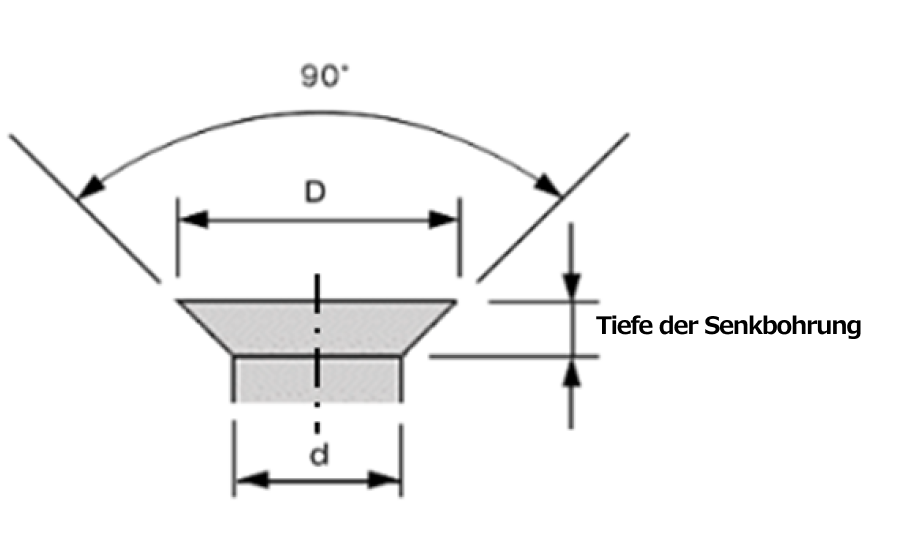
Der Durchmesser des konischen Modells wird wie in der nachstehenden Abbildung für Außen- und Innengewinde bestimmt. Die von meviy anerkannten Durchmessergrößen entsprechen den ISO-Normen.

Material des Gewindeeinsatz: EN 1.4301 equiv.


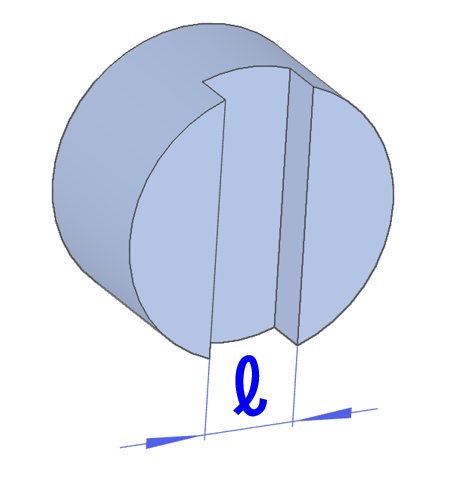
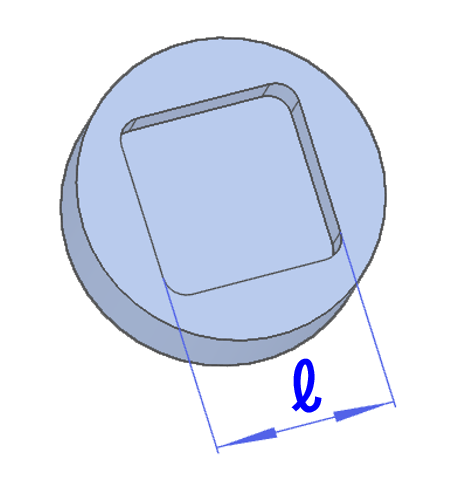
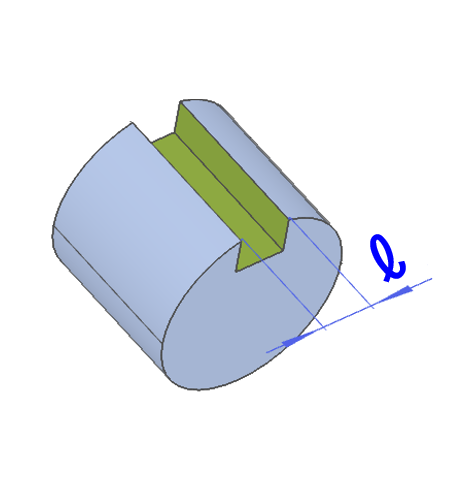
Kompatible Auswahl an Taschen und Langlöchern
| Formart | Keine Toleranz | Toleranzbereich | |
|---|---|---|---|
| 0.1~(±0.05~) | 0.04~(±0.02~) | ||
| ℓ ≥ 0.5mm | ℓ ≥ 0.5mm | ー |
| ℓ ≥ 2mm | ℓ ≥ 2mm | ℓ ≥ 2mm |
| ℓ ≥ 2mm | ℓ ≥ 2mm | ℓ ≥ 3mm |