- HILFE
- Technische Informationen
- CNC Drehen
- Designrichtlinien
- Formabweichung zwischen 3D-Modell und Endprodukt
Formabweichung zwischen 3D-Modell und Endprodukt
Hinweise
-
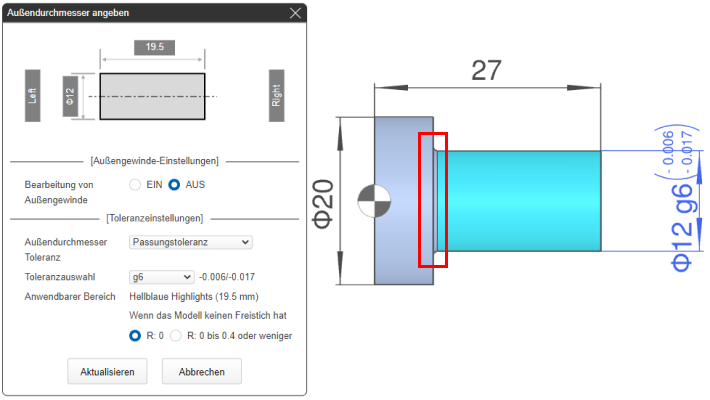
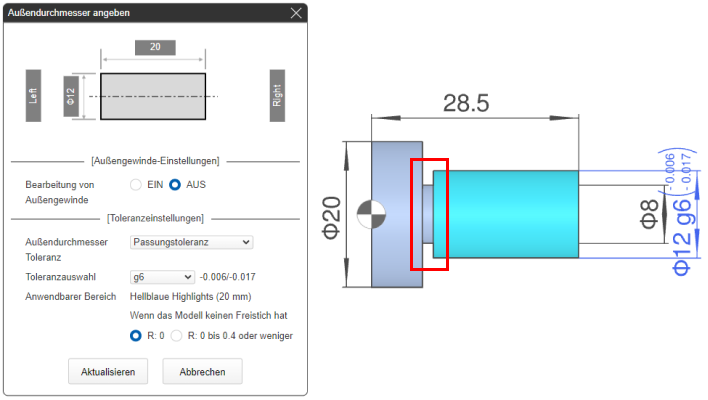
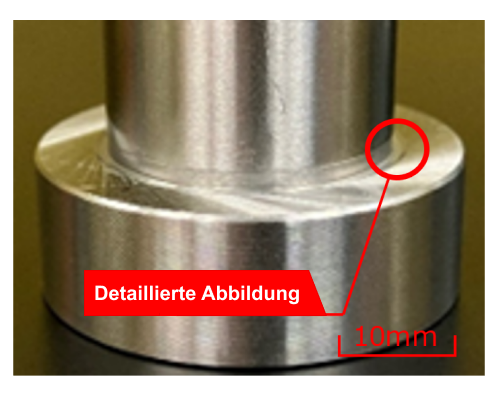
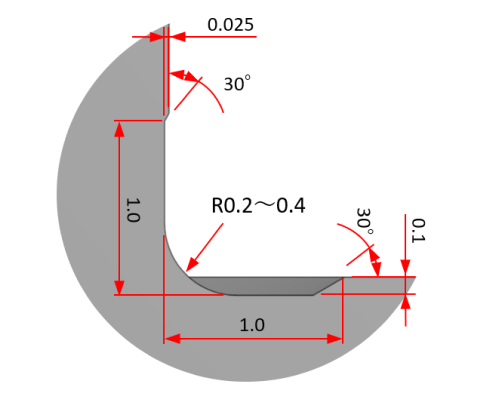
- Ein Standardwerkzeug zum Einstechen von Sicherungsringen hat die Radius R0,2
- Die Normen für Sicherungsringe finden Sie hier.>>>Spezifikationen für Außengewinde und Innengewinde, Nuten, Bohrungen und Taschen
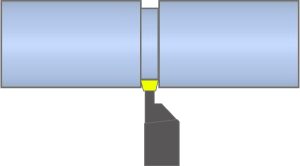
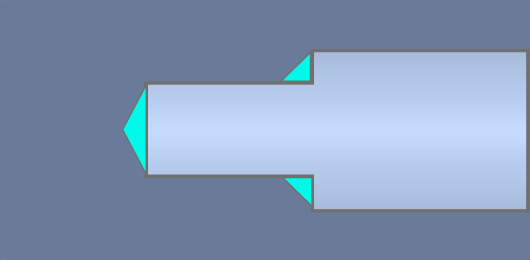
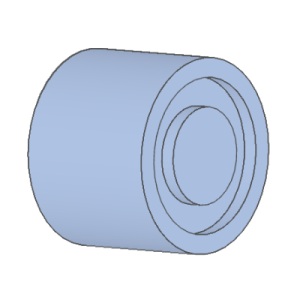
Außendurchmesser Nuten
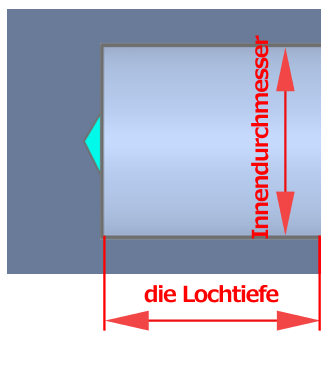
Innendurchmesser Nuten

Achtung
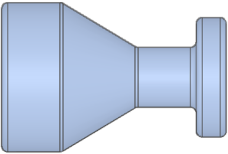
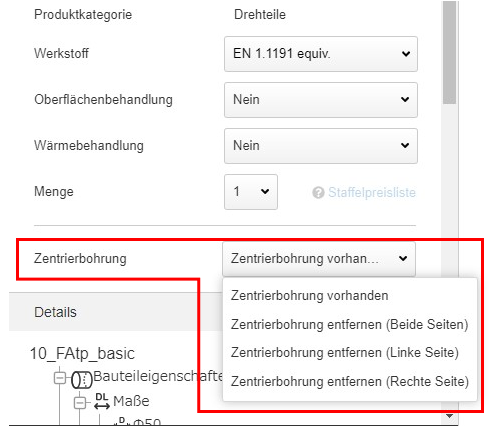
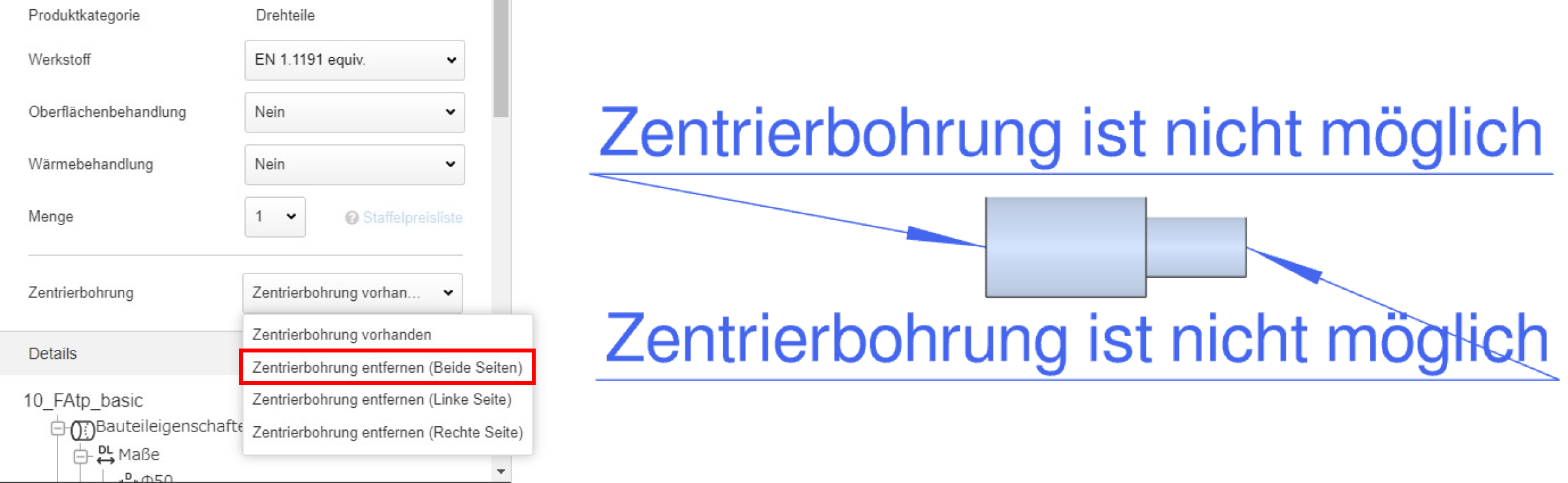
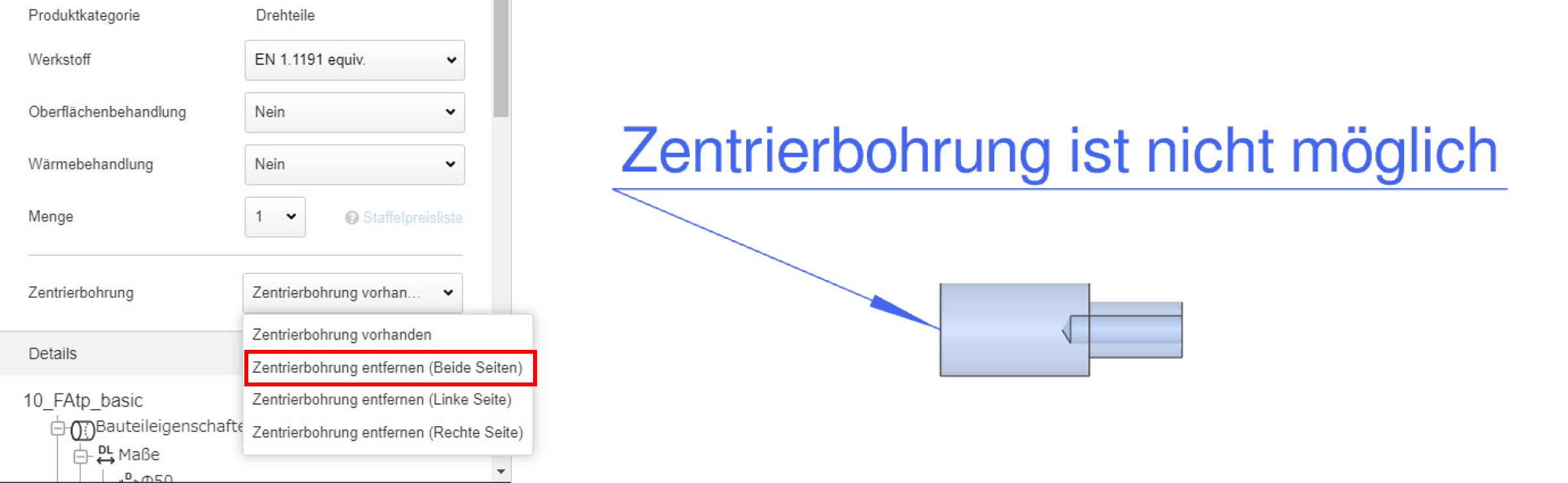
- Die Option “Darf keine Zentrierbohrung enthalten” ist zwar wählbar, aber es kann Einschränkungen bei den Formen geben, die maschinell bearbeitet werden können, sodass diese Option nicht verfügbar ist. In diesem Fall überprüfen Sie bitte die “Hinweise” in der oberen linken Ecke des 3D Viewer.
Hinweise
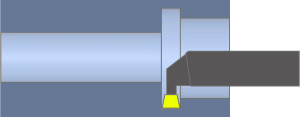
(1) Wenn Sie “Zentrierbohrung entfernen” auswählen, wird ein Pfeil auf das Bauteil zeigen.
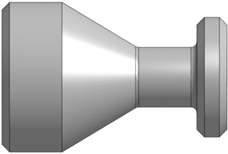
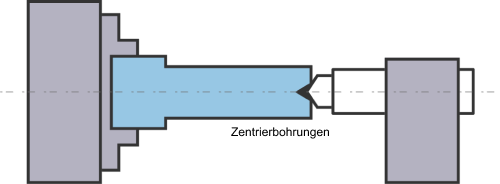
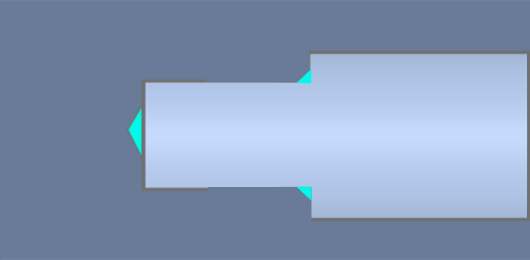
(2) Wenn das Bauteil einen Innendurchmesser hat, wird kein Pfeil auf das Bauteil zeigen.
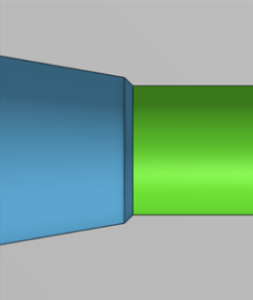
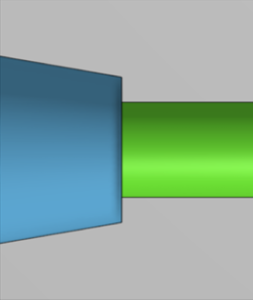
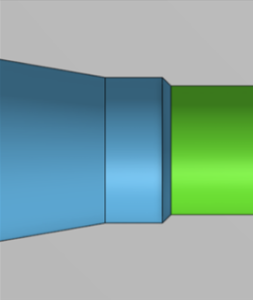
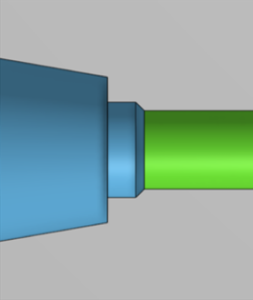
| Zu den Formen | Der Innendurchmesser hat keine Stufe | Der Innendurchmesser hat eine Stufe |
|---|---|---|
| A | 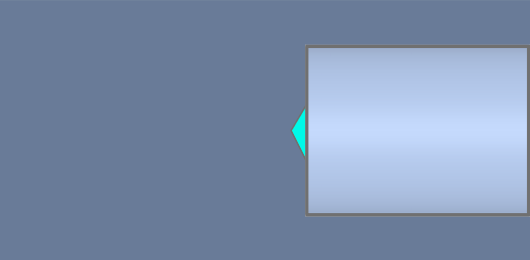 |
 |
| Die Form der Bohrerspitze bleibt erhalten (der flache Boden wird 1 mm oder mehr betragen) | ||
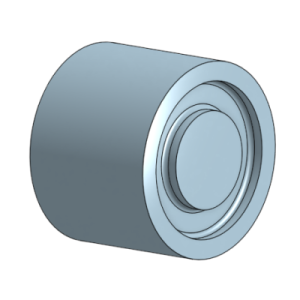
| B | 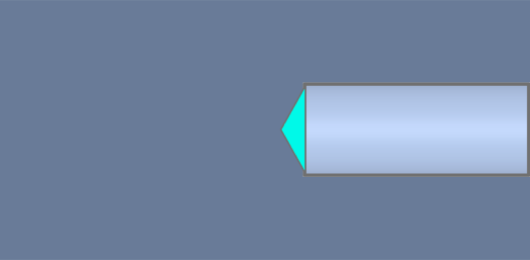 |
 |
| Die Form der Bohrerspitze bleibt erhalten, kein flacher Boden | ||
Tipp
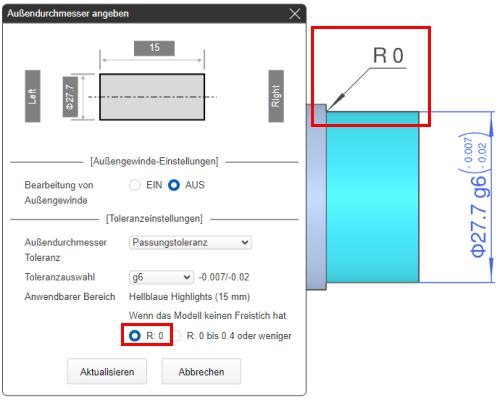
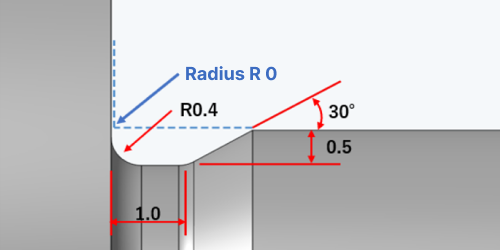
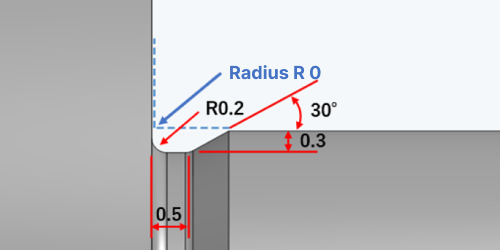
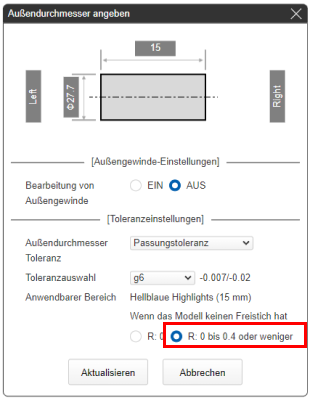
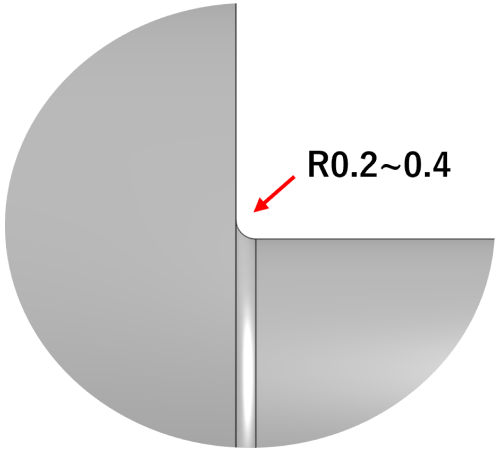
Ein Eckenradius R0 ist nicht so breit wie die Eckenradien R0.2 bis R0.4, so dass die Tiefe weniger als 0,5 mm betragen kann. Nicht frei wählbar.
① Bei der Bearbeitung mit R0.4-Werkzeugen
②Bei der Bearbeitung mit R0.2-Werkzeugen oder R0.4-Werkzeugen
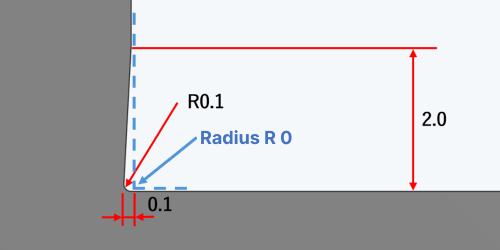
③ Wenn die Länge der Welle kurz ist, kann sie mit einem Werkzeug bearbeitet werden mit einem Radius von 0,1 mm an der Stirnfläche, welche die Welle berührt.
Hinweise
In den folgenden Fällen gilt „Ecke R0“ nicht.
| (1) Das Modell hat eine Ecke R0,5 oder größer | (2) Das Modell hat eine Entlastungsnut |
 |
 |
Tipp
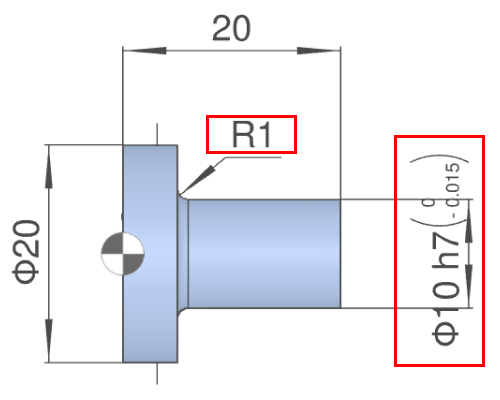
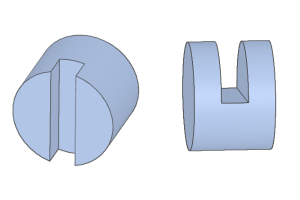
- Beliebige Radiusform einer zylindrischen Ecke
- ① Bei der Bearbeitung bleibt ein Radius
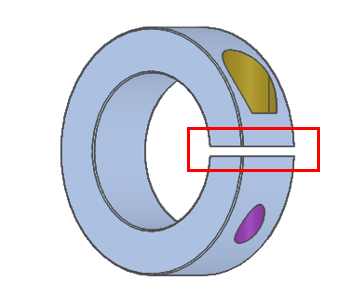
- ② Entlastungsnut (1) Mindestabstand nur an der zylindrischen Ecke
-
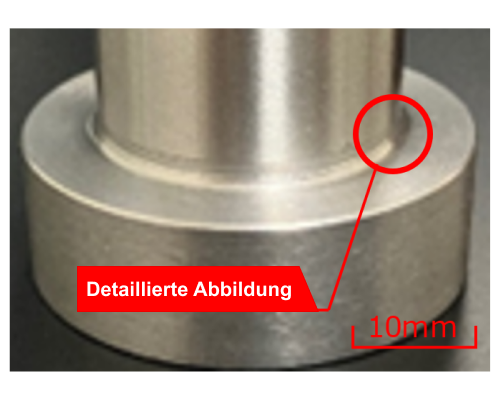
Fertiggestellte Form nach der Bearbeitung
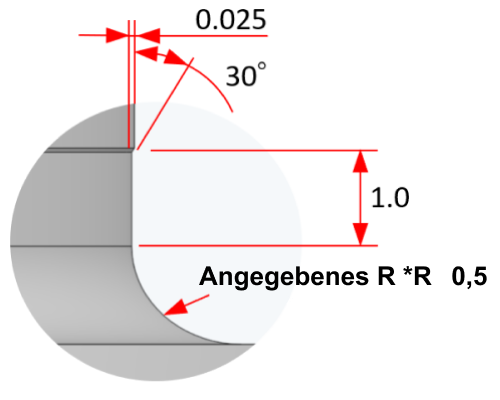
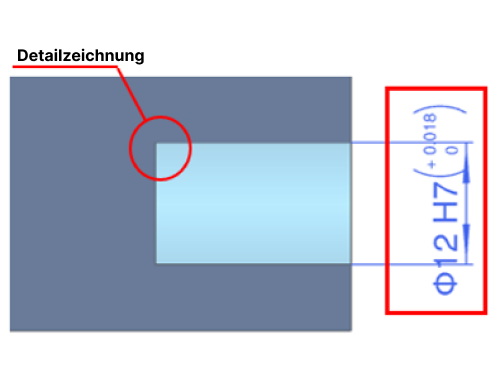
Detailzeichnung
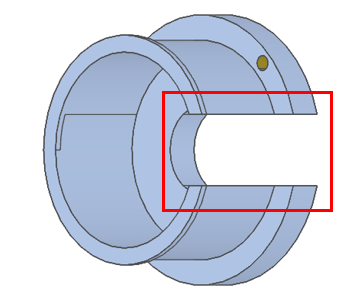
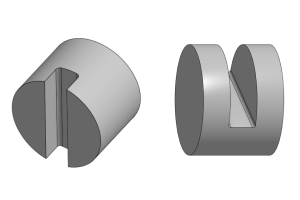
- ③ Entlastungsnut (2) Entlastungsform am zylindrischen Teil + Flanschteil
-
Fertiggestellte Form nach der Bearbeitung
Detailzeichnung
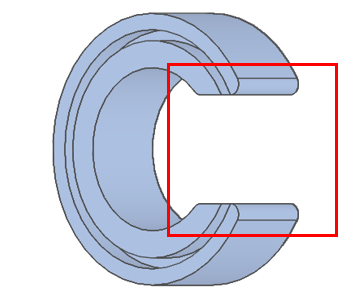
Wenn die Ecken mit R0,5 oder höher modelliert sind, sieht die Form wie unten dargestellt aus.
 Modellierung von R0,5 oder mehr in den Ecken
Modellierung von R0,5 oder mehr in den Ecken- Fertiggestellte Form nach der Bearbeitung
- Detailzeichnung
Jede darunter liegende Entlastungsnut kann eingestellt werden.
 Querschnitt
Querschnitt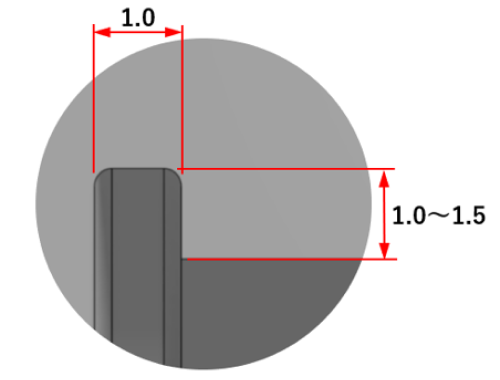 ①Detailzeichnung
①Detailzeichnung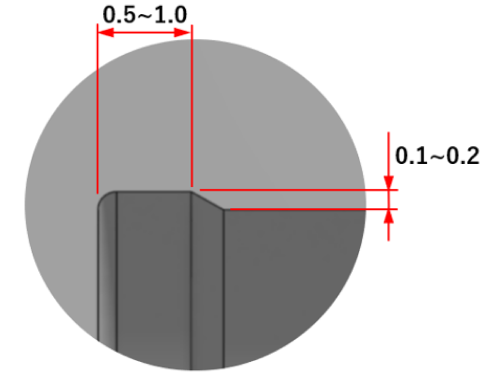 ②Detailzeichnung
②Detailzeichnung
Hinweise
Unten links im 3D-Viewer sehen Sie die Informationen zur Handhabung der zylindrischen Ecken.

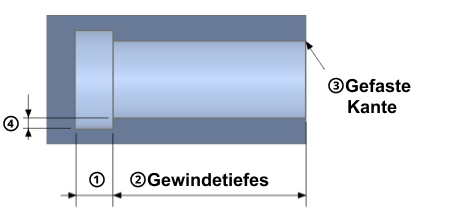
| Außengewinde | Innengewinde | ||
|---|---|---|---|
| Modellierung | Ohne Freistich | 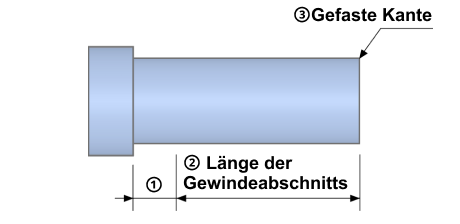 |
 |
| Mit Freistich | 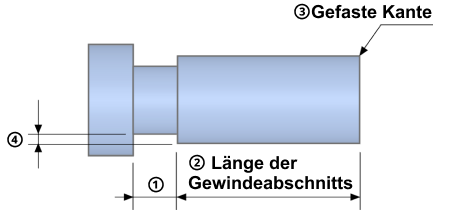 |
 |
|
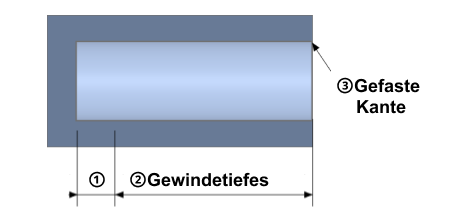
| (1) Unterer Grenzwert für die Länge des unvollständigen Gewindeabschnitts und die Breite des Freistichs | Steigung × 2,0 | Steigung × 2,5 + 2 | |
| (2) Unterer Grenzwert der Länge des Gewindeabschnitts (Außengewinde) und der Tiefe des Gewindeabschnitts (Innengewinde) | Pitch ×2.0 | Pitch ×2.0 | |
| (3) Angefaste Kante | Angefast, um Grat zu vermeiden | Angefast, um Grat zu vermeiden | |
| (4) Mindestwert für die Tiefe des Freistichs | Steigung ×0.75 | Steigung ×0.75 | |
Achtung
Bauteile mit “Steigung × 0,75” oder weniger, die auf den Mindestwert für die Freichstichtiefe(4) festgelegt wurden, können bearbeitet werden, wobei jedoch Gewindespuren entstehen können.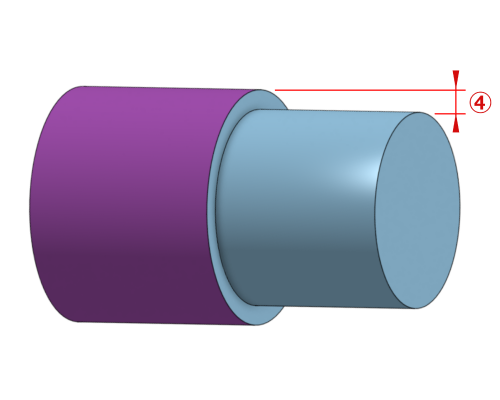 Referenzmodell
Referenzmodell
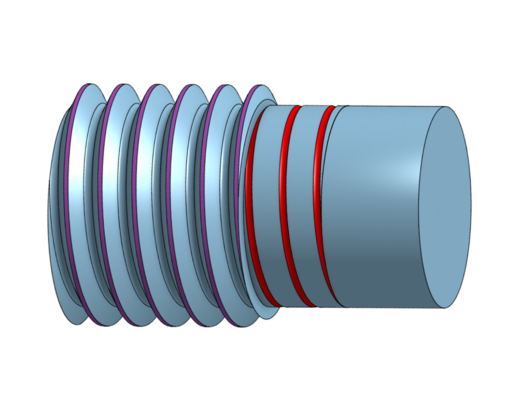 Tatsächliche Form nach Bearbeitung
Tatsächliche Form nach Bearbeitung
Tipp
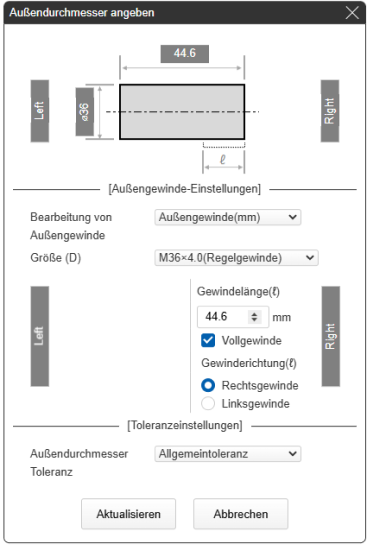
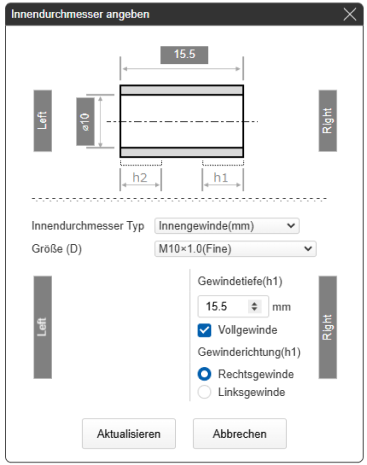
- Die [Hinweise] im roten Kasten unten beschreiben die jeweilige Gewindelänge/Gewindetiefe.
| Beispiel 1) Spezifikation des Außendurchmessers: Länge des Außengewindes 44.6mm – 4.0 (Steigung) x 2.0 = 36.6mm | Beispiel 2) Spezifikation des Innendurchmessers: Tiefe des Innengewindes 15.5mm – (1.0 (Steigung) × 2.5 + 2.0) = 11.0mm |
 |
 |
Achtung
- Die Gewindeform kann nicht erkannt werden. Legen Sie das Außen- und Innengewinde fest.
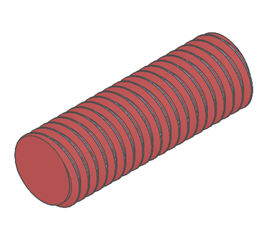
 Bearbeitet gemäß ISO-Normen (oder JIS B 0203)
Bearbeitet gemäß ISO-Normen (oder JIS B 0203)
 Machined according to ISO standards (or JIS B 0203)
Machined according to ISO standards (or JIS B 0203)
Achtung
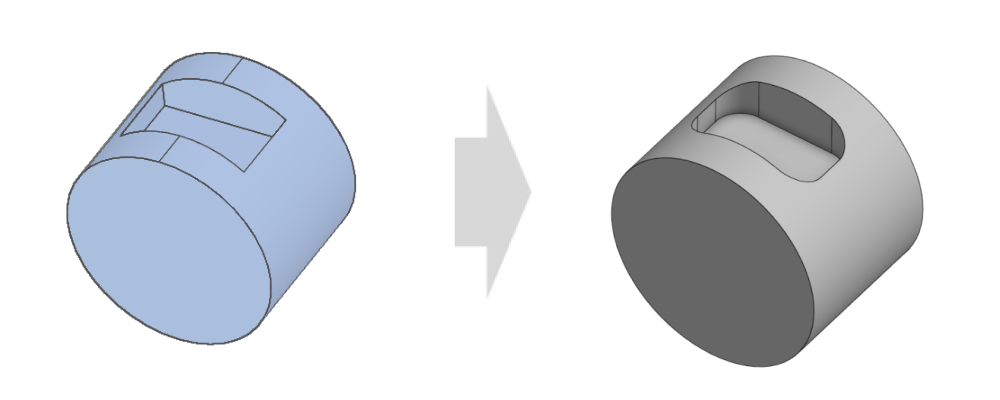
- Die bearbeitete Kurve an den Seiten der Tasche hängt vom Werkzeugdurchmesser ab, der klein wie möglich gewählt wird.
- Sollten Abweichungen zwischen dem Modell und der fertigen Form auftreten, teilen Sie dies uns gerne mit.