Bearbeitungsgrenzen für Produkte mit Muffenbefestigung
Bearbeitungsgrenzen für Produkte mit Muffenbefestigung
Für jedes Standardteil sind die Bearbeitungsgrenzen und die Größenbereiche festgelegt. Stellen Sie sicher, dass alle von Ihnen erstellten Modelle in den Standardbereich fallen.
*Die Werte können je nach Oberflächenbehandlung, Form und Verarbeitungsbedingungen von den angegebenen Werten abweichen.
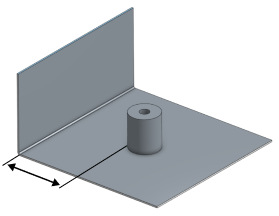
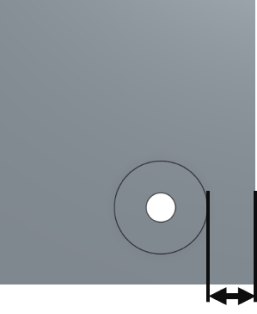
Maximaler Abstand zwischen Muffe (Kantenfläche) und Biegung
Werkstoff
Blechdicke
Limit
EN 1.0330 equiv. (EN 1.0320 equiv. (warmgewalzt))
EN 1.0330 equiv. (elektrolytische verzinkt)
1,0
10,0
1,2
1,6
2,0
2,3
3,2
15,0
4,5
6,0
EN 1.4301 equiv. (2B)
EN 1.4301 equiv. (400er)
EN 1.4301 equiv. (feine Linienstruktur)
EN 1.4016 equiv. (2B)
1,0
10,0
1,2
1,5
2,0
2,5
3,0
15,0
4,0
5,0
6,0
Beispiel
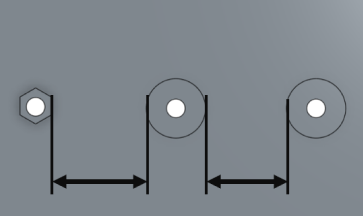
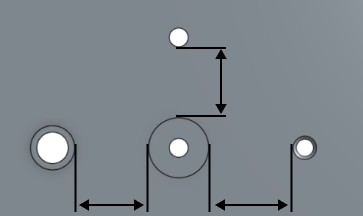
Mindestabstand zwischen Muffe und montierter Komponente