Der Geschweißte Bleche-Service von meviy ermittelt die Bearbeitbarkeit von Schweißbereichen und Bauteilen innerhalb von Produkten.
Die Grenzen der Bearbeitbarkeit bzw. die Maßbereiche der Schweißbereiche innerhalb der Produkte entnehmen Sie bitte der nachstehenden Tabelle.
Die Bearbeitungsgrenzen für Bauteile entnehmen Sie bitte dem Leitfaden zur Gestaltung von Blechteilen „Bearbeitungsgrenzen“.
Da sich die Bearbeitungsgrenzen für Bauteile bei den Welded Sheet Metal-Services jedoch von denen einiger Blechteile unterscheiden, sind diese in der folgenden Tabelle aufgeführt.
*Die Werte können je nach Oberflächenbehandlung, Form und Verarbeitungsbedingungen von den angegebenen Werten abweichen.
*Wenn zwei oder mehr Blechdicken vorliegen, wird zur Bestimmung der Bearbeitbarkeit der Grenzwert für die größte Blechdicke auf das gesamte Produkt angewendet.
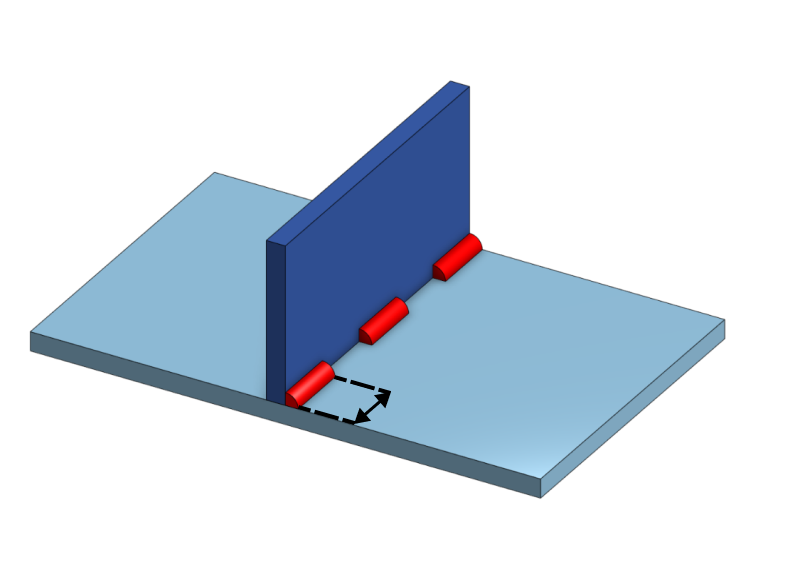
Mindestschweißlänge
Bearbeitungsgrenze/Maßbereich
Blechdicke
Grenzwert
EN 1.0330 equiv. (kalt-/warmgewalzt)
EN 1.0038 equiv.
EN 1.0330 equiv. (elektrolytische verzinkt)
Standard (Lichtbogen oder Laser)
Lichtbogenschweißen
1,0
1,0
1,2
1,6
2,0
2,0
2,3
3,2
3,0
4,5
5,0
6,0
9,0
10,0
10,0
12,0
16,0
Blechdicke
Grenzwert
EN 1.4301 equiv. (Nr. 1)
EN 1.4301 equiv. (2B)
EN 1.4016 equiv. (2B)
Standard (Lichtbogen oder Laser)
Lichtbogenschweißen
1,0
3,0
1,0
1,2
1,5
2,0
2,0
2,5
3,0
3,0
4,0
10,0
5,0
6,0
9,0
10,0
10,0
12,0
Blechdicke
Grenzwert
EN 1.4301 equiv. (400er)
Standard (Lichtbogen oder Laser)
Lichtbogenschweißen
1,0
1,0
1,2
1,5
2,0
2,0
3,0
3,0
Blechdicke
Grenzwert
EN AW−5052 equiv.
Standard (Lichtbogen oder Laser)
Lichtbogenschweißen
1,0
5,0
1,2
1,5
1,6
2,0
10,0
2,5
3,0
4,0
15,0
5,0
20,0
6,0
Beispiele für Bauteile
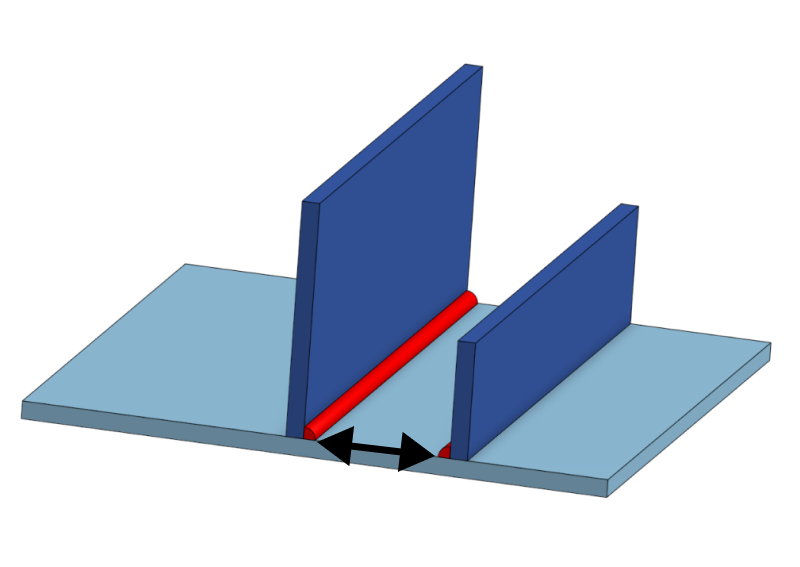
Mindestabstand zwischen Flachschweißnähten
Bearbeitungsgrenze/Maßbereich
Blechdicke
Garantierter Wert
EN 1.0330 equiv. (kalt-/warmgewalzt)
EN 1.0038 equiv.
EN 1.0330 equiv. (elektrolytische verzinkt)
Standard (Lichtbogen oder Laser)
Lichtbogenschweißen
1,0
4,0
1,2
4,5
1,6
2,0
5,0
2,3
3,2
4,5
6,0
6,0
7,0
9,0
10,0
10,0
12,0
16,0
Blechdicke
Garantierter Wert
EN 1.4301 equiv. (Nr. 1)
EN 1.4301 equiv. (2B)
EN 1.4016 equiv. (2B)
Standard (Lichtbogen oder Laser)
Lichtbogenschweißen
1,0
3,0
4,0
1,2
4,5
1,5
2,0
5,0
2,5
3,0
4,0
6,0
5,0
7,0
6,0
8,0
9,0
10,0
10,0
10,0
12,0
Blechdicke
Garantierter Wert
EN 1.4301 equiv. (400er)
Standard (Lichtbogen oder Laser)
Lichtbogenschweißen
1,0
4,0
1,2
4,5
1,5
2,0
5,0
3,0
Blechdicke
Garantierter Wert
EN AW−5052 equiv.
Standard (Lichtbogen oder Laser)
Lichtbogenschweißen
1,0
20,0
1,2
1,5
1,6
2,0
2,5
25,0
3,0
30,0
4,0
5,0
6,0
Beispielstellen
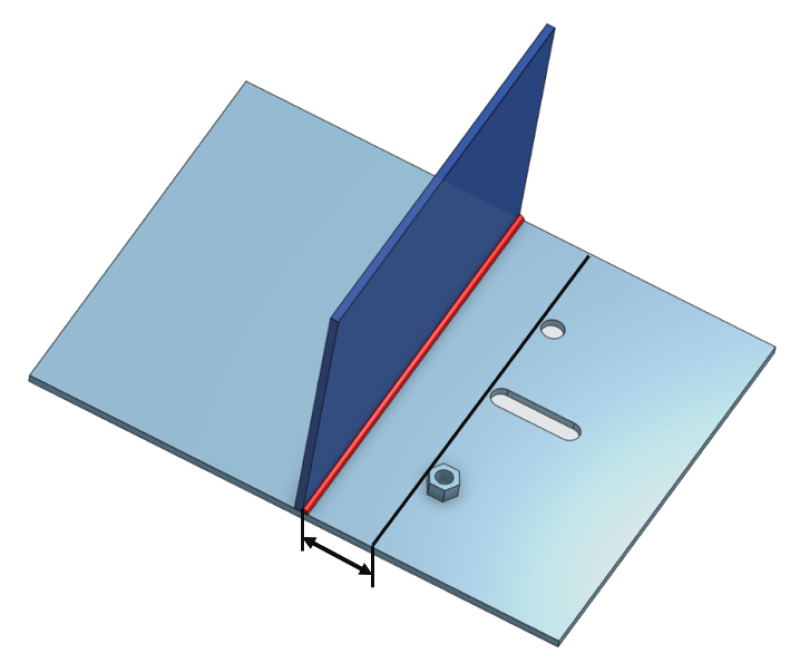
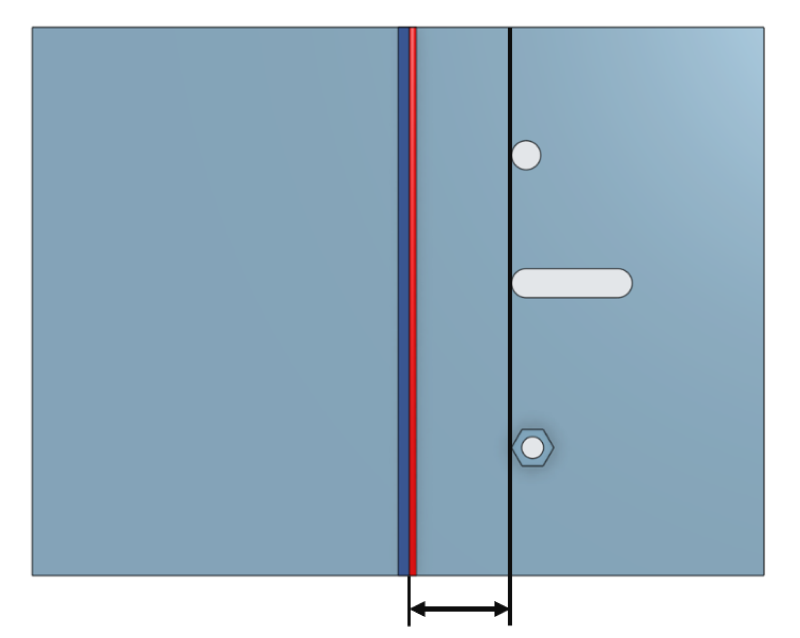
Mindestabstand zwischen Schweißstellen und verschiedenen Bohrungen
Bearbeitungsgrenze/Maßbereich
Blechdicke
Grenzwert
EN 1.0330 equiv. (kalt-/warmgewalzt)
EN 1.0038 equiv.
EN 1.0330 equiv. (elektrolytische verzinkt)
Standard (Lichtbogen oder Laser)
Lichtbogenschweißen
1,0
5,0
1,2
1,6
2,0
6,0
2,3
3,2
4,5
8,0
6,0
10,0
9,0
10,0
12,0
16,0
12,0
*Aufgrund von Fertigungsbeschränkungen werden für bestimmte lackierte Produkte auf Eisenbasis (T Cream (ca. Munsell 10GY9/1) und chromatiert (III-wertig) (schwarz) die Preise für Einpressmuttern im Rahmen eines manuellen Angebots angegeben.
Blechdicke
Grenzwert
EN 1.4301 equiv. (Nr. 1)
EN 1.4301 equiv. (2B)
EN 1.4016 equiv. (2B)
Standard (Lichtbogen oder Laser)
Lichtbogenschweißen
1,0
3,0
5,0
1,2
1,5
2,0
6,0
2,5
3,0
4,0
4,0
8,0
5,0
5,0
10,0
6,0
6,0
12,0
9,0
10,0
10,0
10,0
12,0
Blechdicke
Grenzwert
EN 1.4301 equiv. (400er)
Standard (Lichtbogen oder Laser)
Lichtbogenschweißen
1,0
5,0
1,2
1,5
2,0
6,0
3,0
Blechdicke
Grenzwert
EN AW−5052 equiv.
Standard (Lichtbogen oder Laser)
Lichtbogenschweißen
1,0
10,0
15,0
1,2
1,5
1,6
2,0
20,0
2,5
3,0
25,0
4,0
30,0
5,0
6,0
Beispielstellen
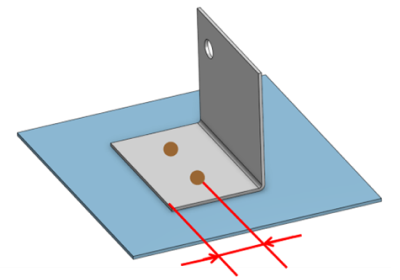
Mindestabstand zwischen Schweißpunkt und Loch-/Blechkante
Blechdicke
Grenzwert
EN 1.0330 equiv. (kalt-/warmgewalzt)
1,0
5,0
1,2
5,0
1,6
5,0
2,0
7,5
2,3
10,0
3,2
10,0
Blechdicke
Grenzwert
EN 1.0330 equiv. (elektrolytische verzinkt)
1,0
10,0
1,2
10,0
1,6
10,0
2,0
10,6
2,3
11,5
3,2
13,2
Blechdicke
Grenzwert
EN 1.4301 equiv. (2B) , EN 1.4016 equiv. (2B)
1,0
6,0
1,2
6,0
1,5
7,0
2,0
9,0
2,5
10,0
3,0
11,0
Blechdicke
Grenzwert
EN AW−5052 equiv.
1,0
8,0
1,2
9,0
1,5
10,0
1,6
10,0
2,0
11,0
2,5
12,0
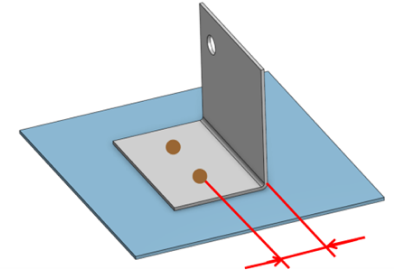
Mindestabstand von Schweißpunkt zu Biegung
Blechdicke
Grenzwert
EN 1.0330 equiv. (kalt-/warmgewalzt)
1,0
10,0
1,2
10,4
1,6
11,2
2,0
12,0
2,3
14,6
3,2
16,4
Blechdicke
Grenzwert
EN 1.0330 equiv. (elektrolytische verzinkt)
1,0
11,0
1,2
11,2
1,6
11,6
2,0
12,0
2,3
14,6
3,2
16,4
Blechdicke
Grenzwert
EN 1.4301 equiv. (2B) , EN 1.4016 equiv. (2B)
1,0
8,0
1,2
8,4
1,5
10,0
2,0
13,0
2,5
15,0
3,0
16,0
Blechdicke
Grenzwert
EN AW−5052 equiv.
1,0
12,0
1,2
12,4
1,5
13,0
1,6
13,2
2,0
15,0
2,5
15,0
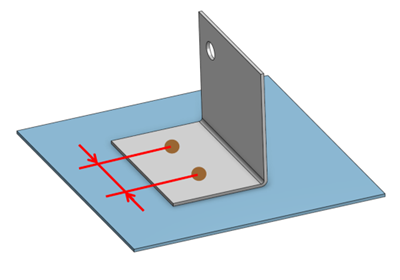
Mindestabstand zwischen Punktschweißnähten
Blechdicke
Grenzwert
EN 1.0330 equiv. (kalt-/warmgewalzt) EN 1.0330 equiv. (elektrolytische verzinkt)
1,0
15,0
1,2
17,0
1,6
19,0
2,0
21,0
2,3
23,0
3,2
27,0
Blechdicke
Grenzwert
EN 1.4301 equiv. (2B) EN 1.4016 equiv. (2B)
1,0
15,0
1,2
17,0
1,5
19,0
2,0
21,0
2,5
25,0
3,0
27,0
Blechdicke
Grenzwert
EN AW−5052 equiv.
1,0
20,0
1,2
22,0
1,5
25,0
1,6
25,0
2,0
28,0
2,5
32,0
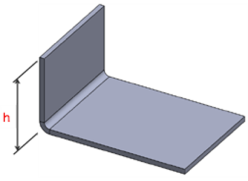
Mindestbiegehöhe: Standard-Biegeverfahren
Bearbeitungsgrenze/Maßbereich
Werkstoff
Blechdicke
Grenzwert h
EN 1.0038 equiv.
9,0
40,0
Beispiele für Bauteile
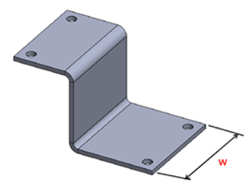
Spezifikationsbereich für Biegebreitenmaße
Bearbeitungsgrenze/Maßbereich
Werkstoff
Blechdicke
Maßbereich w
EN 1.0038 equiv.
9,0
10 bis 500
EN 1.4301 equiv. (2B)*1
5,0
10~850
Beispiele für Bauteile
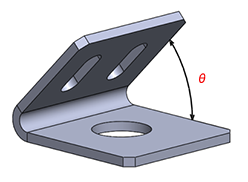
Mindestwinkel für scharfe Biegungen
Bearbeitungsgrenzen und Maßbereich
Der Winkel θ bei scharfen Kurven muss mindestens 45 Grad betragen.
Bei Welded Sheet Metal-Services weicht die Anforderung jedoch nur bei den folgenden Werkstoffen und Blechdicken ab.
Werkstoff
Oberflächenbehandlung
Blechdicke
Scharfer Biegewinkel
EN AW−5052 equiv.
Keine
1,0 1,2 1,5 1,6 2,0 2,5 3,0 4,0 5,0 6,0
θ ≥ 90
Eloxiert (weiß)
Eloxiert (schwarz)
Eloxiert (mattschwarz)
EN 1.0330 equiv.*1
Keine
1,6 2,0 2,3
Chemisch vernickelt
Chromatiert (III-wertig) (klar)
EN 1.4301 equiv. (2B)*1
–
1,5 2,0 2,5 3,0 4,0 5,0
EN 1.4016 equiv. (2B)*1
–
1,5 2,0 3,0
Beispiele für Bauteile
*1 Aufgrund von Einschränkungen bei der Fertigung gelten diese Beschränkungen nur für Dienstleistungen mit langer Vorlaufzeit. Sollten Sie kein Angebot mit langer Lieferzeit auswählen können, obwohl Sie sich innerhalb des zulässigen Bereichs befinden, wenden Sie sich bitte an den meviy Support.