Typ des Finishs (Lichtbogenschweißen, Laserschweißen)
Nur Zunderentfernung
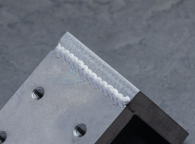
„Nur Anlauffarbenentfernung“ entfernt Schweißzunder mit der angegebenen Methode. Bei Werkstoffen, die den Normen EN 1.0330 equiv. (EN 1.0320 equiv.(warmgewalzt)), EN 1.0330 equiv. (galvanisch verzinkt) und EN AW-5052 equiv. entsprechen, kann die tief in den Schweißnähten eingebettete Schweißschlacke jedoch nicht mit Werkzeugen erreicht werden und verbleibt dort.
Das Verfahren „Nur Zunderentfernung“ variiert je nach Werkstoff und wird mittels Grobschleifen oder elektrolytischem Polieren durchgeführt.
・Grobschleifen:
EN 1.0330 equiv. (EN 1.0320 equiv. (warmgewalzt)), EN 1.0330 equiv. (galvanisch verzinkt) und EN AW-5052 equiv. werden mit einer Schleifmaschine bearbeitet.
In den Bereichen, die mit Werkzeugen erreicht werden können, wird nicht nur die Schweißraupe, sondern auch der Bereich um die Schweißraupe herum abgeschliffen; eine vollständige Abflachung der Schweißraupe wird jedoch nicht vorgenommen.
Bei Schweißraupen und Schweißbrandspuren an Stellen, die mit Werkzeugen nicht erreichbar sind, erfolgt die Rußentfernung mit einem Tuchreiniger oder einem ähnlichen Hilfsmittel. Ist eine vollständige Abflachung der Schweißraupe erwünscht, wählen Sie bitte das Finish „Schleifen“.
EN 1.0330 equiv. (EN 1.0320 equiv. (warmgewalzt)) Aussehen
Oben: Außenseite, unten: Innenseite
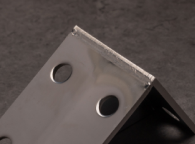
EN 1.0330 equiv. (galvanisch verzinkt) Aussehen
Oben: Außenseite, unten: Innenseite
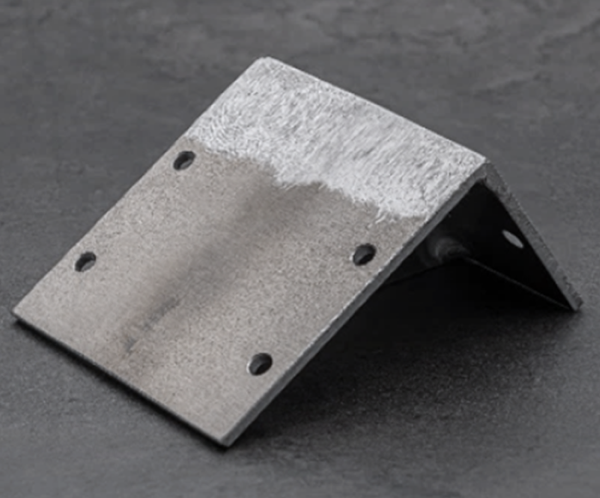
EN AW−5052 equiv. Aussehen
Oben: Außenseite, unten: Innenseite
・Elektropoliert:
EN 1.4301 equiv. (2B), EN 1.4301 equiv. (Nr. 1), EN 1.4301 equiv. (einseitig mit 400er-Körnung poliert), EN 1.4016 equiv. (2B) werden elektrolytisch poliert, um Schweißbrandspuren zu entfernen.
Zu den Behandlungsbereichen bei Schweißbrand gehört der innere Schweißbereich. Die Schweißraupe selbst bleibt unberührt. Nach der Behandlung zur Entfernung von Brandspuren wird keine allgemeine Oberflächenpolitur durchgeführt.
Wenn Sie nach der Entgratungsbehandlung für EN 1.4301 equiv. (einseitig bearbeitet, mit 400er-Körnung poliert) eine Oberflächenbearbeitung auf der Sichtseite wünschen, wählen Sie bitte die Option „Schleiffinish“ aus.
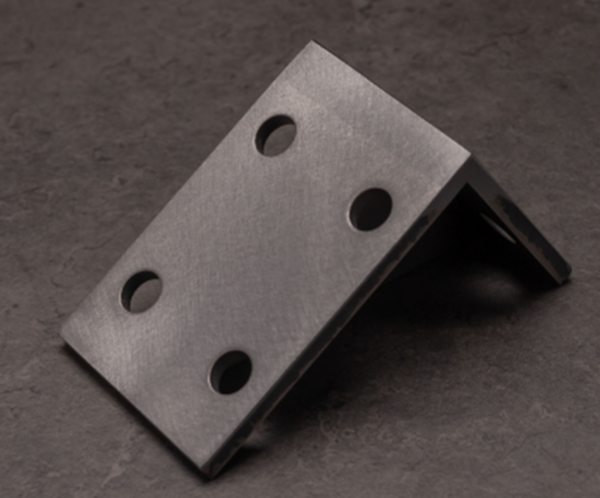
EN 1.4301 equiv. (2B) Aussehen
Oben: Außenseite, unten: Innenseite
EN 1.4301 equiv. (Nr. 1) Aussehen
Oben: Außenseite, unten: Innenseite
EN 1.4016 equiv. (2B) Aussehen
Oben: Außenseite, unten: Innenseite
Schleiffinish
Beim „Schleiffinish“ werden der Schweißraupebereich und die Schweißraupe (Zunder) mit einer Schleifmaschine bearbeitet, um den Schweißraupebereich zu glätten. Versenkte Schweißbereiche sind jedoch von der Schweißraupeabflachung ausgeschlossen, da Werkzeuge diese nicht erreichen können.
Darüber hinaus wird bei Werkstoffen, die EN 1.0330 equiv. (EN 1.0320 equiv. (warmgewalzt)) bzw. EN AW-5052 entsprechen, die innere Schweißhaut lediglich durch Entrußung beseitigt. Bei Edelstahlwerkstoffen wird der innere Schweißzunder durch elektrolytisches Polieren entfernt.
EN 1.0330 equiv. (EN 1.0320 equiv. (warmgewalzt)) Außenfläche
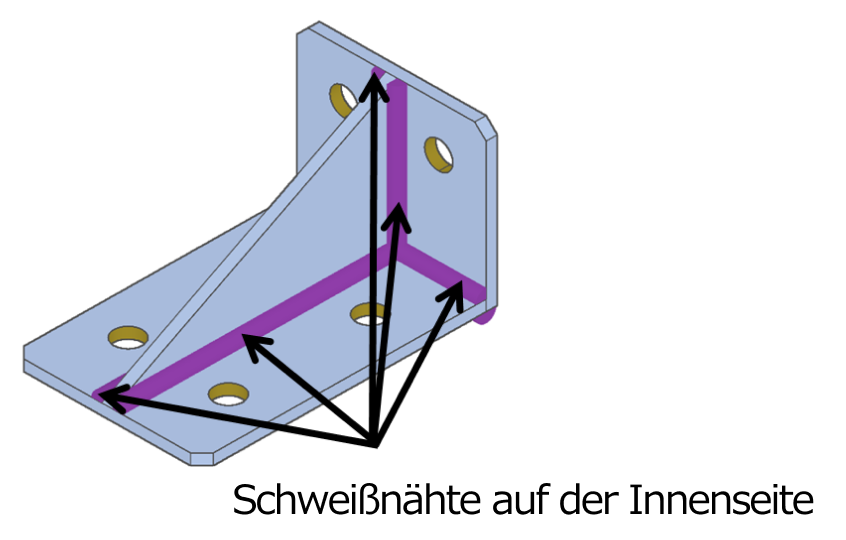
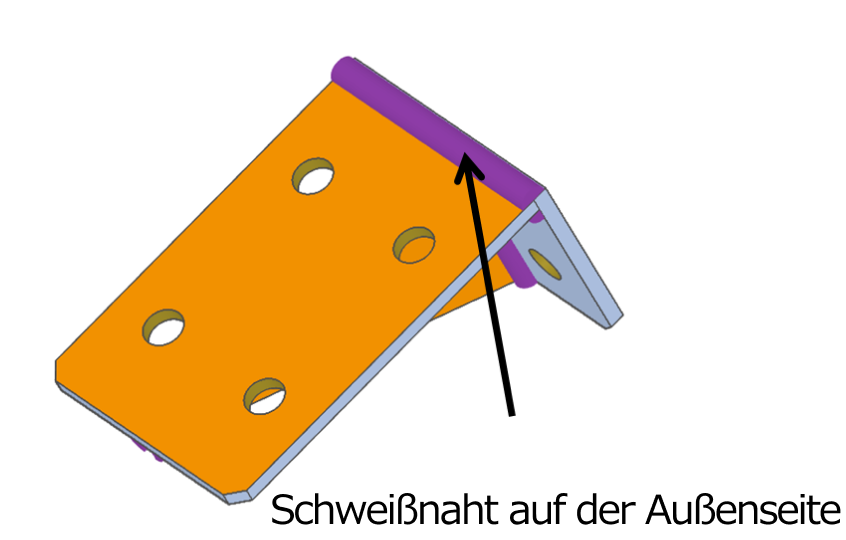
Sowohl das Entfernen von Schweißbrand als auch das Schleifen gelten nur für Schweißraupen und Schweißbrandspuren an der Außenfläche des Produkts. Die Bearbeitung von Schweißraupen und Schweißbrandstellen an der Innenseite des Produkts ist an Stellen, die mit Werkzeugen nicht erreichbar sind, nicht möglich.
Bei Edelstahlwerkstoffen werden jedoch auch Schweißbrandspuren, die mit Schweißnahtlinien auf der Innenseite verbunden sind, bearbeitet. Eine Abflachung der inneren Schweißraupe ist nicht möglich.
Finishing-Verfahren nach Werkstoff und Oberflächenbehandlung (Lichtbogenschweißen, Laserschweißen)
Übersicht über die Kompatibilität von Finishings nach Werkstoff und Oberflächenbehandlung
Werkstoff
Nur Anlauffarbenentfernung
Schleiffinish
Außen
Schweißzunder
Innen
Schweißbrand (Zunder)
Schweißraupenreste
Schweißbrand an der Außenseite
(Skala)
Schweißbrand an der Innenseite
(Skala)
Schweißraupenreste
EN 1.0330 equiv. (EN 1.0320 equiv. (warmgewalzt))
EN 1.0330 equiv. (EN 1.0320 equiv. (warmgewalzt)) + verschiedene Beschichtungen
Ähnlich wie bei anderen beschichteten Produkten wird nach dem Schleiffinish vor der Oberflächenbehandlung die gesamte Oberfläche vor der Beschichtung mit einer Exzenterschleifmaschine poliert.
EN 1.0330 equiv. (EN 1.0320 equiv. (warmgewalzt)) + Chromatiert (III-wertig) (schwarz) Aussehen nach Schleiffinish
Finishing-Methode für Punktschweißen
Das Finishing der Punktschweißnähte erfolgt nach einem festgelegten Verfahren, das sich nach dem Werkstoff richtet, unabhängig von der Auswahl im Feld „Schweißinformationen“.
Selbst wenn beispielsweise im Feld „Schweißinformationen“ die Option „Schleiffinish“ ausgewählt ist, werden die Punktschweißmarkierungen nicht geschliffen, sodass diese bei der Auslieferung unverändert bleiben.
Finishing-Methoden nach Werkstoff
・EN 1.0330 equiv. (EN 1.0320 equiv. (warmgewalzt))
Bei Punktschweißnähten wird keine Bearbeitung zur Entfernung von Schweißbrandspuren durchgeführt; die Schweißspuren bleiben für den Versand unverändert.
Durch Behelfsbefestigungen verursachte Schweißbrandspuren werden jedoch mit einem Schleifgerät in dem Bereich bearbeitet, der mit Werkzeugen erreichbar ist.
・EN 1.0330 equiv. (galvanisch verzinkt):
Beim Punktschweißen wird keine Entfernung der Schweißbrandspuren vorgenommen; die Produkte werden mit den verbleibenden Punktschweißspuren ausgeliefert. Um die Beschichtung zu schonen, werden Bereiche mit Schweißbrand, der durch vorübergehende Unterbrechungen entstanden ist, nicht nachbearbeitet.
・EN 1.4301 equiv. (2B), EN 1.4016 equiv.(2B):
Schweißbrandspuren, die beim Punktschweißen entstanden sind, werden durch elektrolytisches Polieren entfernt. Die Produkte werden mit den verbleibenden Punktschweißspuren versandt.
・EN AW-5052 equiv.:
Bei Schweißbrandstellen, die beim Punktschweißen entstehen, wird keine Schweißbrandentfernung durchgeführt. Allerdings wird nur der Bereich in der Nähe der Punktschweißstellen mit einem Schleifgerät bearbeitet, um sicherzustellen, dass keine Erhebungen gegenüber der Umgebung zurückbleiben.
An Schweißbrandstellen, die durch vorübergehende Unterbrechungen entstanden sind, werden keine Nachbearbeitungen durchgeführt.