Schweißarbeiten des Typs „Lichtbogenschweißen“ sind mittels WIG-Schweißen oder halbautomatischem Metall-Aktivgasschweißen (MAG) durchzuführen. Darüber hinaus sind die Schweißarbeiten bei Bedarf unter Verwendung von Schweißstäben durchzuführen.
Die Entscheidung darüber, welches Schweißverfahren bei der Fertigung anzuwenden ist, muss im Werk unter Bezugnahme auf die nachfolgend beschriebenen Normen und unter Berücksichtigung der Produktform getroffen werden.
・WIG-Schweißen:
Dieses Verfahren wird vor allem bei dünnen Blechen, an den Außenkanten von Kastenprofilen und bei Stumpfschweißnähten angewendet. Bei Blechen mittlerer Dicke und darüber kann das WIG-Schweißen auch unter Verwendung von Schweißstäben durchgeführt werden.
Der WIG-geschweißte Bereich weist ein durchgehendes, schuppenartiges Erscheinungsbild auf.
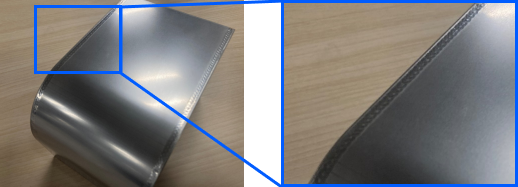
Beispiel für eine WIG-geschweißte Konstruktion (ohne Schweißzusatz, entspricht EN 1.4301 equiv. (2B))
Dieses Schweißverfahren wird häufig für mitteldicke Blechprodukte mit Kehlnähten eingesetzt. Bei der Verarbeitung neigt es dazu, Spritzer und Schlacke zu bilden.
Der Schweißbereich wird aufgefüllt, wodurch er im Vergleich zum WIG-Schweißen stärker hervorsteht.
Beispiel für Metall-Aktivgasschweißen (MAG) (mit Schweißstab, EN 1.0038 equiv.)
・Kriterien für die Verwendung des Schweißstabs:
Wird beim Lichtbogenschweißen von Werkstoffen auf Eisenbasis mit einer Blechdicke von mindestens 3,2 mm, von Werkstoffen auf SUS-Basis mit einer Blechdicke von mindestens 4,0 mm und von Aluminiumwerkstoffen mit einer Blechdicke von mindestens 2,0 mm verwendet.
In Bereichen wie dem Außenrand von Kastenprofilen, Stumpfschweißnähten oder an Stellen, an denen die Schweißraupe bei Verwendung eines Füllstabs Bohrungen beeinträchtigen könnte, kann stattdessen das WIG-Schweißen ohne Füllstab zum Einsatz kommen, um das Erscheinungsbild und die Funktionalität in den Vordergrund zu stellen.
Beispiel für eine Schweißreparatur mittels WIG-Schweißen (mit Schweißstab, A5052)
Laserschweißen
Das Laserschweißen erfolgt entweder mittels Faserlaserschweißen oder mittels YAG-Laserschweißen.
Die Fertigungsanlage bestimmt, welches Verfahren basierend auf der Produktform verwendet wird.
Beispiel für eine Laserschweißbearbeitung
Standardschweißen (Lichtbogen oder Laser)
Bei der Option „Überlassen Sie es uns (Lichtbogen oder Laser)“ wird das Schweißen nach den oben beschriebenen Verfahren für das Lichtbogenschweißen oder Laserschweißen durchgeführt, und das Produkt wird versandt.
Die Art des Schweißverfahrens, das bei der Fertigung zum Einsatz kommt, wird im Werk auf der Grundlage von Faktoren wie dem gewünschten Werkstoff, der Blechdicke und der Produktform festgelegt. Bei Nachbestellungen derselben Modellnummer erfolgt die Schweißung nach dem gleichen Verfahren wie bei der Erstbestellung.
Punktschweißen
Für das Punktschweißen verwenden wir je nach Produktform entweder stationäre oder Tisch-Punktschweißmaschinen. Der Maschinentyp wird in der Fertigungsstätte bestimmt.
・Prozessmethode
Die Bearbeitung erfolgt entweder mit stationären oder mit Tisch-Punktschweißmaschinen.
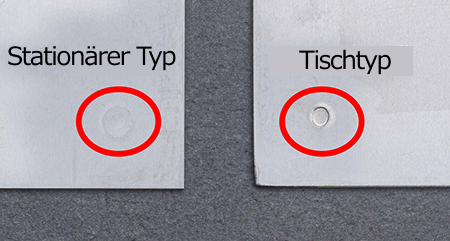
Die Punktschweißspuren unterscheiden sich: Bei stationären Maschinen bilden sich auf beiden Seiten des Überlappungsbereichs der beiden Bleche Vertiefungen als Punktschweißspuren. Bei Tischgeräten entstehen keine Eindrücke auf der Oberfläche, die flach auf der Tischelektrode aufliegt.
Zwar hängt das Erscheinungsbild auch vom Werkstoff, der Blechdicke und der Form ab, doch ist die Tiefe der Eindrückung bei der Tischmethode in der Regel größer.
Beispiele für Punktschweißmarkierungen nach Schweißverfahren und Werkstoff
Beispiel: EN 1.4301 equiv. (2B)
・Druckrichtung:
Die Druckrichtung beim Punktschweißen wird im Werk entsprechend der Produktform festgelegt.
Wenn Sie die Prozessmethode festlegen möchten, geben Sie diese bitte im Abschnitt „Zusätzliche Anweisungen“ an und fordern Sie ein manuelles Angebot an.
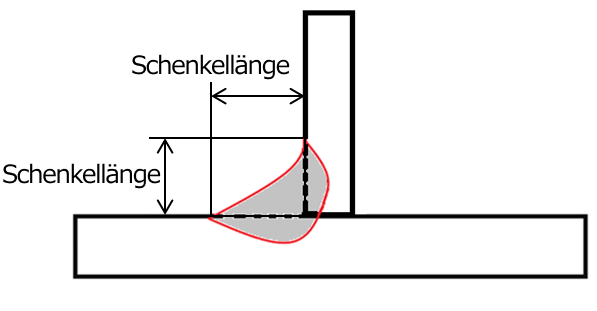
Schenkellänge der Schweißnaht
Für Produkte, die im Lichtbogenschweißverfahren gefertigt werden, gilt folgende Soll-Schenkellänge.
Sollten Sie Schweißarbeiten mit Beinlängen benötigen, die außerhalb der unten angegebenen Bereiche liegen, geben Sie dies bitte im Feld „Zusätzliche Anweisungen“ an und fordern Sie ein Angebot beim meviy Support an.
・EN 1.0330 equiv. (EN 1.0320 equiv. (warmgewalzt)), EN 1.0330 (galvanisch verzinkt), EN 1.4301 equiv. (2B), EN 1.4301 equiv. (Nr. 1), Edelstahl (einseitiger feine Linienstruktur), EN 1.4016 equiv. (2B)
Wir übernehmen keine Gewähr für die Festigkeit des Endprodukts bei Welded Sheet Metal-Teilen. Wir versenden das Produkt jedoch erst, nachdem wir uns vergewissert haben, dass die einzelnen Komponenten verschweißt und miteinander verbunden sind.