- HILFE
- Technische Informationen
- Geschweißtes Blech
- Materialien / Formen / Größen
- Anforderungen an die Angebotserstellung für Schweißteile mit unterschiedlichen Blechdicken
Anforderungen an die Angebotserstellung für Schweißteile mit unterschiedlichen Blechdicken
- Wir erstellen Ihnen auch Angebote für geschweißte Blechteile, die aus zwei oder mehr Blechdicken bestehen.
- Die Bedingungen, unter denen Angebote erstellt werden können, entnehmen Sie bitte den folgenden Informationen.
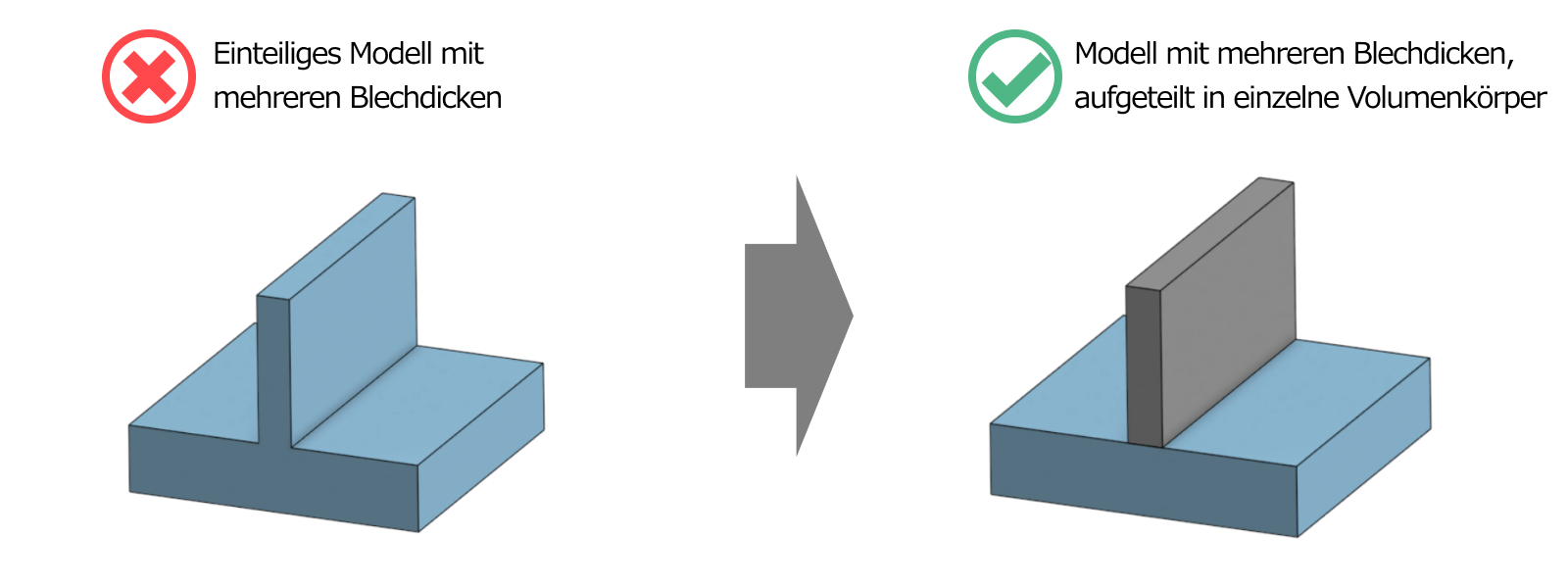
Modellierungsregeln für Bleche mit unterschiedlichen Dicken
Bei Welded Sheet Metal-Teilen, die aus zwei oder mehr Blechdicken bestehen, modellieren Sie jede Dicke als eigenständigen Festkörper.
Angebotsbasierte Blechdickenkombinationen
Es gibt Einschränkungen hinsichtlich der Anzahl der Blechdicken, für die ein Angebot erstellt werden kann. Bitte beachten Sie hierzu auch die folgende Tabelle.
| Anzahl der Blechdicketypen | |
|---|---|
| Automatisches Angebot | Bis zu 3 Typen |
| Manuelles Angebot | Bis zu 5 Typen |
| Angebot nicht möglich | 6 oder mehr Typen |
- Die Mindest- und Höchstwerte für die Kombinationsbereiche von Werkstoffgruppen und Blechdicken, für die automatisch ein Angebot erstellt werden kann, entnehmen Sie bitte der nachstehenden Tabelle.
- Wir unterstützen keine Kombinationen verschiedener Werkstoffe aus unterschiedlichen Werkstoffgruppen.
| Werkstoffgruppe 1 | Kombinationsbereich der Blechdicke | |||
|---|---|---|---|---|
| Lichtbogenschweißen, Laserschweißen | Punktschweißen | |||
| Minimum | Maximum | Minimum | Maximum | |
EN 1.0330 equiv. (EN 1.0320 equiv. (warmgewalzt)) EN 1.0038 equiv.*1 | 1,0 | 2,0 | 1,0 | 3,2 |
| 1,2 | 2,6 | 1,2 | 3,2 | |
| 1,6 | 3,2 | 1,6 | 3,2 | |
| 2,0 | 4,5 | 2,0 | 3,2 | |
| 2,3 | 6,0 | 2,3 | 3,2 | |
| 3,2 | 9,0 | 3,2 | 3,2 | |
| 4,5 | 10,0 | – | – | |
| 6,0 | 12,0 | – | – | |
| 9,0 | 16,0 | – | – | |
*1 Bei Konfigurationen, die Bauteile mit einer Blechdicke von mehr als 6,0 mm enthalten und bei denen für die Oberflächenbehandlung eine Beschichtung auf Lösungsmittelbasis gewählt wurde, werden Abweichungen in der Blechdicke nur nach Bestätigung durch ein manuelles Angebot akzeptiert.
| Werkstoffgruppe 2 | Kombinationsbereich der Blechdicke | |||
|---|---|---|---|---|
| Lichtbogenschweißen, Laserschweißen | Punktschweißen | |||
| Minimum | Maximum | Minimum | Maximum | |
| EN 1.0330 equiv. (galvanisch verzinkt) | 1,0 | 2,0 | 1,0 | 3,2 |
| 1,2 | 2,6 | 1,2 | 3,2 | |
| 1,6 | 3,2 | 1,6 | 3,2 | |
| – | – | 2,0 | 3,2 | |
| – | – | 2,3 | 3,2 | |
| – | – | 3,2 | 3,2 | |
| Werkstoffgruppe 3 | Kombinationsbereich der Blechdicke | |||
|---|---|---|---|---|
| Lichtbogenschweißen, Laserschweißen | Punktschweißen | |||
| Minimum | Maximum | Minimum | Maximum | |
|
EN 1.4301 equiv. (2B)
EN 1.4301 equiv. (Nr. 1) |
1,0 | 2,0 | 1,0 | 3,0 |
| 1,2 | 2,5 | 1,2 | 3,0 | |
| 1,5 | 3,0 | 1,5 | 3,0 | |
| 2,0 | 4,0 | 2,0 | 3,0 | |
| 2,5 | 5,0 | 2,5 | 3,0 | |
| 3,0 | 6,0 | – | – | |
| 4,0 | 9,0 | – | – | |
| 5,0 | 10,0 | – | – | |
| 6,0 | 12,0 | – | – | |
| Werkstoffgruppe 4 | Kombinationsbereich der Blechdicke | |||
|---|---|---|---|---|
| Lichtbogenschweißen, Laserschweißen | Punktschweißen | |||
| Minimum | Maximum | Minimum | Maximum | |
| EN 1.4301 equiv. (einseitig mit 400er-Körnung poliert)*2 | 1,0 | 2,0 | – | – |
| 1,2 | 3,0 | – | – | |
| Werkstoffgruppe 5 | Kombinationsbereich der Blechdicke | |||
|---|---|---|---|---|
| Lichtbogenschweißen, Laserschweißen | Punktschweißen | |||
| Minimum | Maximum | Minimum | Maximum | |
| EN 1.4301 equiv. (einseitige feine Linienstruktur)*2 | 1,0 | 2,0 | – | – |
| 1,2 | 3,0 | – | – | |
*2 EN 1.4301 equiv. (einseitige feine Linienstruktur) ist nur für manuelle Angebote erhältlich. Darüber hinaus erfordert Edelstahl 304 (einseitig mit 400er-Körnung poliert) eine manuelle Angebotsanfrage für Produkte, einschließlich Punktschweißen.
| Werkstoffgruppe 6 |
Kombinationsbereich der Blechdicke |
|||
|---|---|---|---|---|
| Lichtbogenschweißen, Laserschweißen | Punktschweißen | |||
| Minimum | Maximum | Minimum | Maximum | |
| EN 1.4016 equiv. (2B) | ||||
| 1,0 | 2,0 | 1,0 | 3,0 | |
| 1,2 | 3,0 | 1,2 | 3,0 | |
| – | – | 1,5 | 3,0 | |
| – | – | 2,0 | 3,0 | |
| Werkstoffgruppe 7 | Kombinationsbereich der Blechdicke | |||
|---|---|---|---|---|
| Lichtbogenschweißen, Laserschweißen | Punktschweißen | |||
| Minimum | Maximum | Minimum | Maximum | |
| EN AW−5052 equiv. | 1,0 | 2,0 | 1,0 | 2,5 |
| 1,2 | 2,5 | 1,2 | 2,5 | |
| 1,5 | 3,0 | 1,5 | 2,0 | |
| 1,6 | 3,0 | 1,6 | 2,0 | |
| 2,0 | 4,0 | 2,0 | 2,0 | |
| 2,5 | 5,0 | – | – | |
| 3,0 | 6,0 | – | – | |
Hinsichtlich der Bearbeitungsgrenzen für Teile mit unterschiedlichen Dicken
- Die Bearbeitungsgrenzen für blechgeschweißte Bauteile mit unterschiedlichen Blechdicken variieren je nach Schweißverfahren.
- ・Lichtbogenschweißen, Laserschweißen ⇒ Als Maßstab gilt der Bearbeitungsgrenzwert des Bauteils mit der größten Blechdicke im Produkt
- ・Punktschweißen ⇒ Der Grenzwert für die Dicke des Bauteils, das den Schweißbereich bildet, ist der Standard
Weitere Informationen finden Sie in der Konstruktionsrichtlinie für Welded Sheet Metal
„Bearbeitungsbereichsgrenzen“.
Zu den Versandterminen für Teile mit unterschiedlichen Blechdicken
- Der Versandtermin für Welded Sheet Metal-Teile mit unterschiedlichen Blechstärken entspricht dem Standard-Versandtermin für Teile
aus einer einzigen Blechstärke zuzüglich eines Tages. Weitere Informationen finden Sie unter „Versandtage“ im Abschnitt „Geeignete Teile/Werkstoffe für Welded Sheet Metal“.